辦公環(huán)境
榮譽資質(zhì)
招賢納士
公司簡介
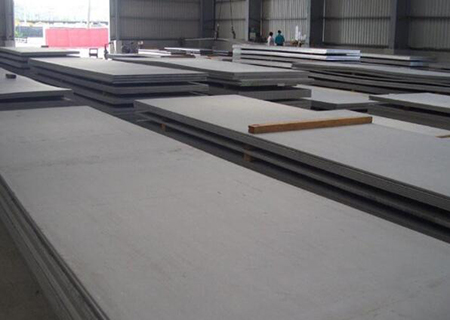
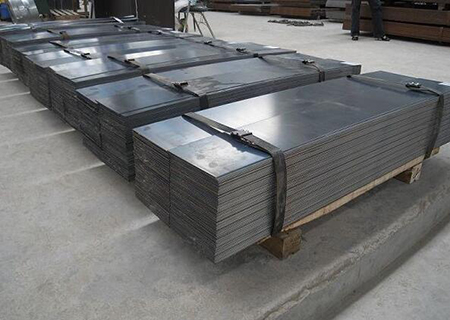
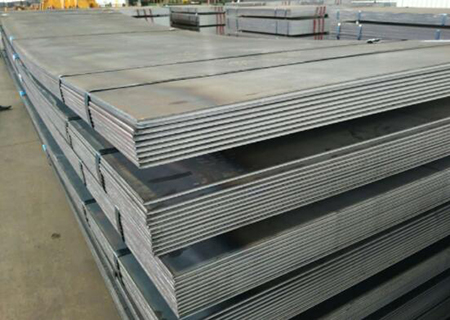
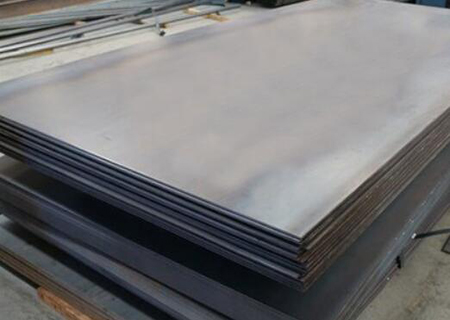
鋼板
工字鋼
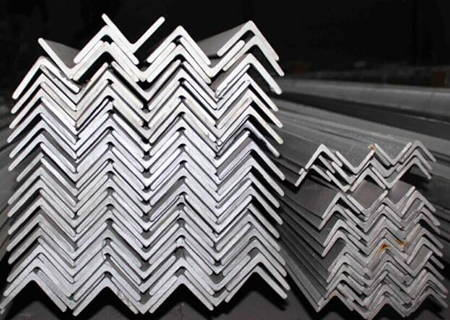
角鋼
H型鋼
螺紋鋼
鋼管
槽鋼
公司動態(tài)
行業(yè)資訊
產(chǎn)品知識
技術(shù)問答
news
產(chǎn)品中心
直通車
關(guān)于我們
新聞資訊
聯(lián)系我們
公司地址:蘭州市七里河區(qū)西津西路572號2號樓2012室
公司電話:0931-7222770 楊總:18189668886 牛耘:18919026661 李煜:18919102227
18919915505
郵箱:zhgcjt@163.com
備案號:隴ICP備18000749號 技術(shù)支持:傳誠網(wǎng)絡(luò)
城市分站: 甘肅 定西 武威 網(wǎng)站地圖 RSS XML
COPYRIGHT © 2021 蘭州中厚鋼材有限公司 版權(quán)所有 ALL RIGHT RESERVED DESIGN
Online Message





致鋼管薄厚不均勻的因素")

 當(dāng)前位置:
當(dāng)前位置:

 熱門推薦
熱門推薦